Warum wird die Ebenheit gemessen?
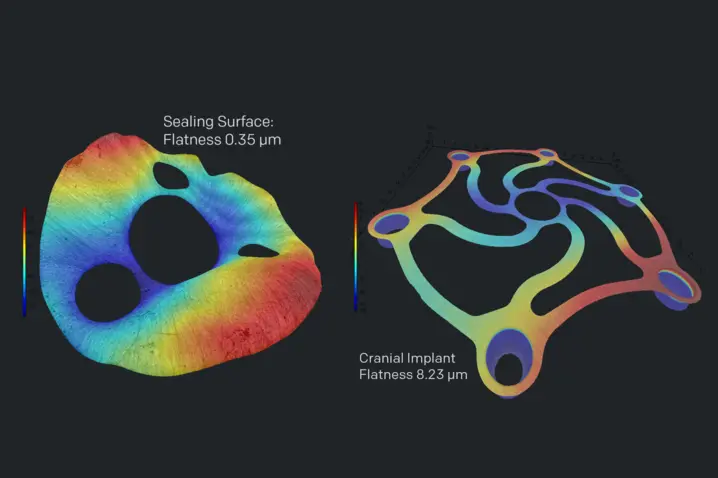
Ebenheitstoleranzen werden als Qualitätsindikator vieler Produktionen herangezogen, weil die Ebenheitsauswertung für viele Anwendungen entscheidend ist hinsichtlich Funktionalität technischer Komponenten. Die Ebenheit als Oberflächenparameter beeinflusst z. B. die Leckage von Dichtflächen an Flanschen und Ventilsitzen. Die Ebenheit von Oberflächen kann auch den Geräuschpegel und die Schallemission von Bauteilen beeinflussen. In der Präzisionsoptik, oftmals unter Einsatz optischer Polierverfahren, gilt die Ebenheit von Glassubstraten z. B. für Bauteile wie optische Spiegel oder Strahlteiler als einer der wichtigsten Qualitätsindikatoren.
Auch außerhalb der Feinmechanik und optischen Komponenten sind Ebenheitstoleranzen weit verbreitet. In der Elektronikindustrie ist es wichtig zu wissen, ob die Ebenheit von Leiterplatten innerhalb der spezifizierten Toleranzen liegt, um die elektrische Verbindung zu gewährleisten, wenn mehrere Teile z. B. per Lötstellen verbunden sind. Einfach ausgedrückt: Ebenheitstoleranzen haben großen Einfluss auf die Zuverlässigkeit und Funktionalität in der industriellen Produktion.
Ebenheitsauswertung mit interferometrischer Genauigkeit
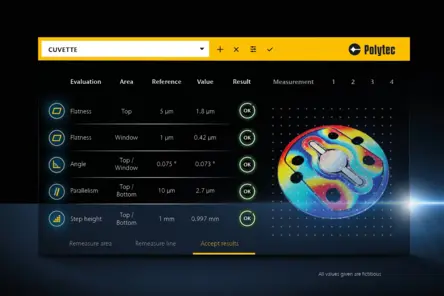
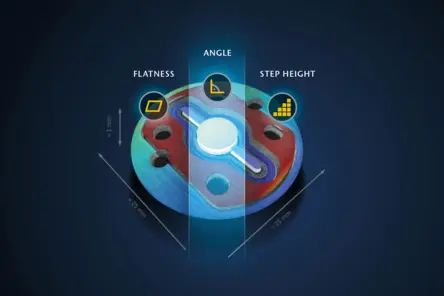
Die Küvette eines Infrarotspektroskops zum Beispiel ist eine kritische und hochpräzise Komponente, die aus hochwertigen, optisch transparenten Materialien besteht und eine genaue Positionierung innerhalb der Baugruppe unter Verwendung sehr präziser mechanischer Vorrichtungen erfordert. TopMap-Weißlichtinterferometer messen die entsprechenden Parameter wie Position und Ausrichtung des Fensters in Bezug auf die Halterung, aber auch die Oberflächenebenheit der Halterung sowie die vertikalen Stufenhöhen zwischen verschiedenen Ebenen der Küvette.
TopMap sind scannende Weißlichtinterferometer (WLI) für eine berührungslose Charakterisierung von Form, Stufenhöhe und Textur mit herausragender vertikalen Auflösung unabhängig von der Vergrößerung. Mit einem 45 mm x 34 mm großen Einzelbildfeld erfassen diese optischen Profiler auch ohne Stichting bereits die gesamte Küvette in einer einzigen Messung innerhalb von nur wenigen Sekunden.
Im Vergleich zu taktilen Messverfahren, bei denen die Oberfläche an bestimmten Messpositionen mechanisch berührt wird, enthält die optische vollflächige Messung der Küvette fast eine Million Messpunkte.

Ebenheit nach ISO und wie Ebenheit berechnet wird
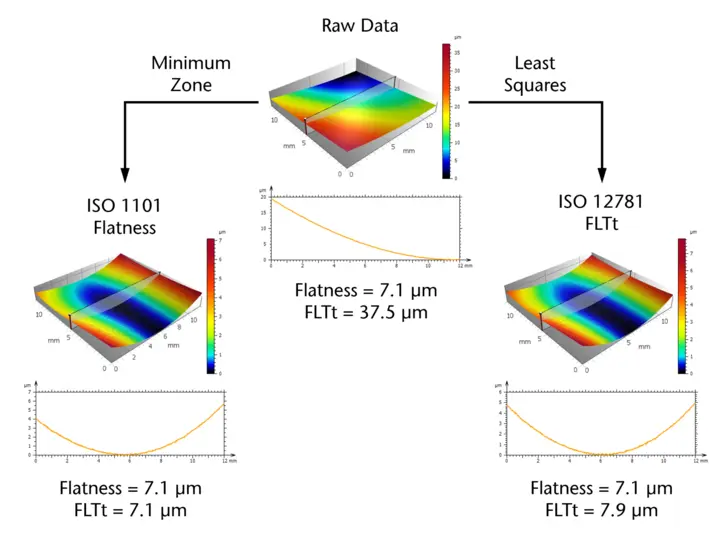
Im Allgemeinen wird die geometrische Ebenheit in der Messtechnik als die Differenz zwischen zwei parallelen Ebenen über alle erfassten Messpunkte definiert. Es gibt jedoch verschiedene ISO-Normen, die sich darin unterscheiden, wie diese parallelen Ebenen zu berechnen sind. Um die Ergebnisse von Ebenheitsmessungen mit verschiedenen Messsystemen und -technologien vergleichen zu können, ist es wichtig, sich auf eine bestimmte ISO-Norm zu beziehen.
Die ISO-Norm 1101 legt fest, dass der Abstand zwischen zwei parallelen Ebenen so klein wie möglich sein muss, wobei alle Messpunkte einbezogen werden. In der ISO-Norm 12781 wird die Ebenheit viel allgemeiner als Abstand zwischen dem minimalen und dem maximalen Punkt zweier Ebenen definiert, wobei der Abstand von den zuvor vorgenommenen Formabnahmen abhängt.
Unabhängig von der verwendeten ISO-Norm ist es wichtig, Ausreißer im Datensatz wirksam zu eliminieren, um zu verhindern, dass einzelne Spitzen das Messergebnis dominieren.
Flächenhafte Ebenheitsmessung (optisches Kohärenz-Scanning)
Berührungslose Technologien zur Messung der Oberflächenebenheit wie die Kohärenz-Scanning-Verfahren mittels Weißlichtinterferometerumgehen das Risiko, Fehlstellen zu übersehen. Das Erfassen von Millionen von Messpunkten binnen Sekundenbruchteilen stellt bei der optischen Ebenheitsmessung sicher, die Oberflächen zuverlässig und vollflächig zu inspizieren, sodass fehlerhafte Teile bereits in frühen Produktionsstadien erkannt und aussortiert werden können.
Dies erlaubt selbst an weichen oder sehr filigranen Prüflingen eine zuverlässige Ebenheitsbewertung, da die zu prüfende Oberfläche nicht verformt wird. Flächenhafte optische Ebenheitsmessungen eignen sich hervorragend für die Qualitätskontrolle oder die 100%-Prüfung in der Produktion.

Vorteile der optischen Ebenheitsmessung
Ebenheitsmessungen werden in der Regel entweder mit taktilen Profilmessgeräten oder berührungslos optisch durchgeführt. Taktile Messsysteme wie Koordinatenmessgeräte (KMG) werden häufig für die Ebenheitsmessung großer Teile verwendet, bei denen mehrere Maß-, Geometrie- oder Positionswerte bewertet werden sollen.
Koordinatenmessgeräte führen typischerweise zu sehr langen Messzeiten, da es sich um eine Punkt-für-Punkt-Messung handelt. Wählt man größere Punktabstände, kann die Messzeit reduziert werden. Damit wird allerdings in Kauf genommen, dass lokale Formabweichungen übersehen werden.
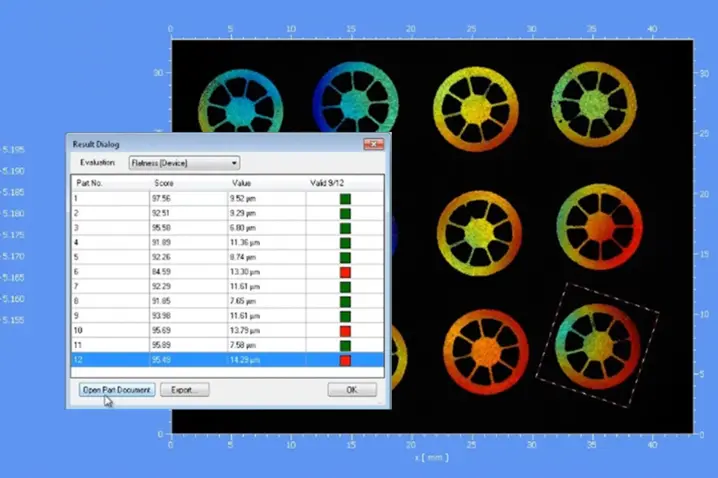
Automatisierte Ebenheitsmessung für Pass-Fail-Analyse
Um sicherzustellen, dass jedes einzelne Teil die Ebenheitstoleranzen und damit die Qualitätskriterien erfüllt, können vordefinierte Messroutinen eine 100%ige Qualitätskontrolle beschleunigen. Via Softwareoptionen lässt sicht die Oberflächenmesstechnik an spezifische Prüfanforderungen und Routinemessungen anpassen, indem Messrezepte gespeichert und geladen werden. Legen Sie individuelle Ebenheitstoleranzen fest und vergleichen Sie sofort mit dem Ist-Wert für eine effiziente ok/nok Bewertung. Dank automatischer Mustererkennung werden Abweichungen bei der Probenplatzierung berücksichtigt und die Auswertung automatisch angepasst für eine hohe Reproduzierbarkeit auch in anspruchsvollen Produktionsumgebungen.
Ihre WLI-Optionen zur Messung der Ebenheit
Pro.Surf+
Pro.Surf+ vereint Formmessung großer Flächen mit integrierter Rauheitsanalyse in einem Multi-Sensor-Profiler. Für schnelle, rückführbare Form- und Rauheitsergebnisse – bereit für den Einsatz in der Produktion.

Pro.Surf
Pro.Surf ist ein telezentrisches WLI/CSI-System für die schnelle, berührungslose Messung von Form und Topografie. Dank großem Sichtfeld (FoV) eignet es sich ideal für größere Bauteile und Trays – bis in den Nanometerbereich.
Metro.Lab
Metro.Lab ist ein kompakter Tisch-Oberflächenprofiler für schnelle, großflächige 3D-Messungen. Hohe Messleistung bei geringer Stellfläche – ideal, wenn Platz oder Budget begrenzt sind, aber zuverlässige 3D-Oberflächendaten gebraucht werden.
Wählen Sie mit Zuversicht den richtigen Oberflächenprofiler – profitieren Sie von unserem „Try before you buy“-Ansatz.

Sprechen Sie mit unseren Experten für Oberflächenmesstechnik
Gemeinsam analysieren wir Ihre Messaufgabe und beraten Sie zu geeigneten Technologien, Systemen und Methoden. Als Alternative können wir auch direkt mit einer Machbarkeitsstudie starten und die Fähigkeiten unserer Profiler demonstrieren.
